品质好、设计优、效率高
求实创新、客户至上
15986309991

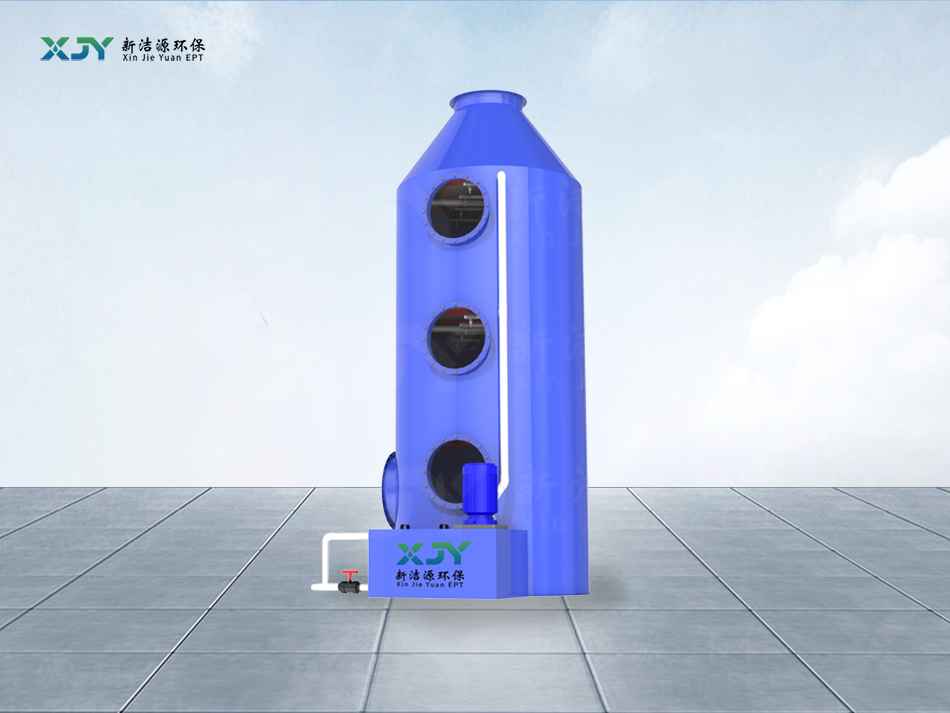
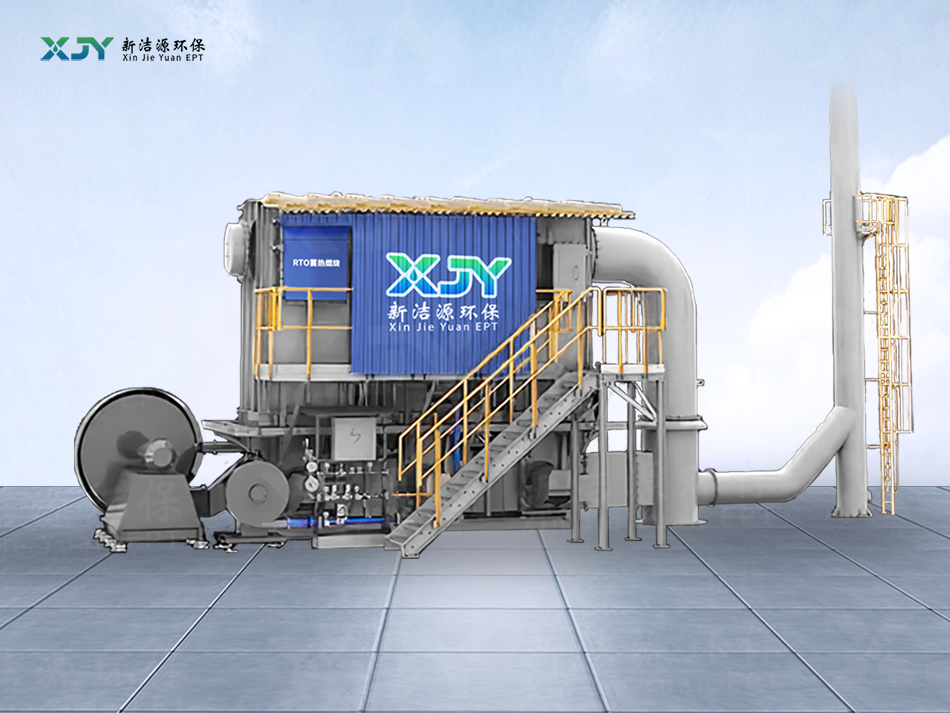
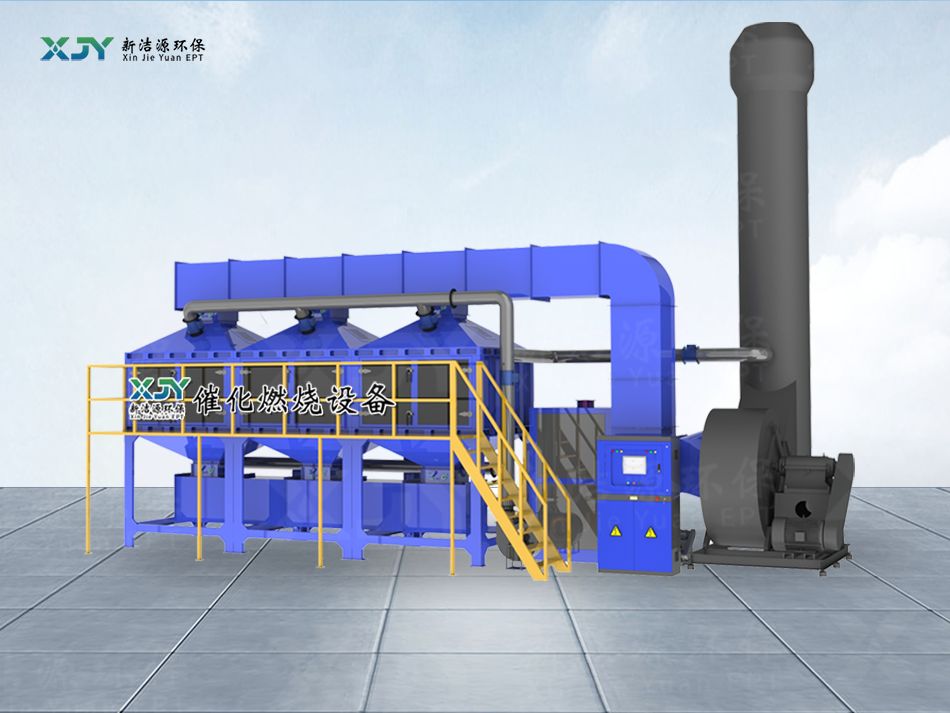
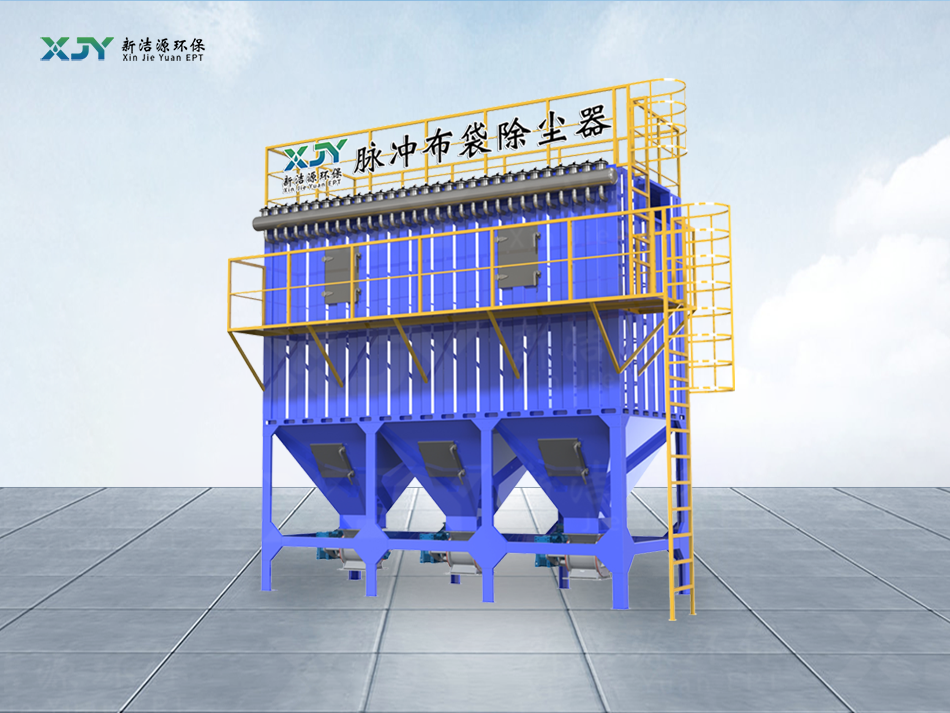
**一、项目概述** 随着化工行业的迅速发展,化工废气的排放问题日益受到关注。本解决方案旨在为处理化工废气提供一套高效、可靠的方案,采用 RTO(蓄热式热力焚化炉)设备处理风量为 100000m³/h 的化工废气。 **二、废气特点分析** 化工废气通常具有以下特点: 1. 成分复杂,可能含有多种有机物、无机物和挥发性化合物。 2. 浓度波动较大,不同生产工艺阶段废气浓度不同。 3. 可能含有腐蚀性成分,对处理设备有一定的腐蚀性要求。 4. 温度较高,需要进行适当的降温处理。 **三、RTO 设备原理及优势** (一)RTO 设备原理 RTO 设备采用高温氧化原理,将废气加热至一定温度,使废气中的有机物在高温下氧化分解为二氧化碳和水等无害物质。RTO 设备主要由燃烧室、蓄热体和切换阀等组成。废气通过切换阀进入蓄热体,被蓄热体预热后进入燃烧室进行氧化反应,反应后的高温气体再通过蓄热体进行热量回收,从而降低能耗。 (二)RTO 设备优势 1. 高效处理:能够高效处理大风量、中低浓度的有机废气,净化效率可达 99%以上。 2. 节能降耗:利用蓄热体进行热量回收,降低能耗。 3. 运行稳定:设备结构紧凑,运行稳定可靠,维护成本低。 4. 适应性强:对废气成分和浓度的变化具有较强的适应性。 **四、工艺流程设计** (一)废气收集系统 采用集气罩、通风管道等设备对化工废气进行收集,确保废气能够顺利进入处理系统。 (二)预处理系统 1. 降温处理:通过喷淋塔或换热器等设备对高温废气进行降温处理,使其温度满足 RTO 设备的进气要求。 2. 除尘处理:采用布袋除尘器或旋风除尘器等设备对废气中的粉尘进行去除,防止粉尘对 RTO 设备造成堵塞和损坏。 3. 除雾处理:通过除雾器对废气中的水雾进行去除,防止水雾对 RTO 设备造成影响。 (三)RTO 处理系统 1. 燃烧室:将废气加热至一定温度,使有机物在高温下氧化分解。 2. 蓄热体:采用陶瓷蓄热体或金属蓄热体,对废气进行预热和热量回收,提高能源利用效率。 3. 切换阀:实现废气在不同蓄热体之间的切换,保证设备的连续运行。 (四)尾气处理系统 1. 余热回收:利用余热锅炉或换热器等设备对 RTO 设备排出的高温尾气进行余热回收,可用于加热生产用水或产生蒸汽等。 2. 深度净化:对于要求更高的排放要求,可以采用活性炭吸附、催化氧化等深度净化设备对尾气进行进一步处理。 3. 达标排放:经过处理后的尾气通过烟囱达标排放。 **五、设备选型及参数** (一)RTO 设备选型 根据废气风量、浓度、成分等参数,选择合适的 RTO 设备型号。对于 100000m³/h 的风量,可以选择三室或多室 RTO 设备,确保设备的处理效率和稳定性。 (二)主要设备参数 1. RTO 设备尺寸:根据实际场地情况和处理要求进行设计。 2. 燃烧室温度:800℃-1000℃。 3. 蓄热体体积:根据处理风量和温度要求进行计算。 4. 切换阀切换时间:根据设备运行要求进行调整。 5. 风机参数:根据废气风量和风压要求进行选择。 **六、运行成本分析** (一)能源消耗 RTO 设备主要能源消耗为天然气或电,用于加热废气和维持燃烧室温度。根据实际运行情况,能源消耗成本约为[X]元/立方米废气。 (二)维护成本 RTO 设备的维护成本主要包括设备维修、更换蓄热体、清理管道等费用。维护成本约为[X]元/立方米废气。 (三)总成本 综合考虑能源消耗和维护成本,处理 100000m³/h 风量的化工废气,总成本约为[X]元/立方米废气。 **七、安全措施** (一)防火防爆 1. 在废气收集和处理系统中设置防火阀、防爆膜等安全装置,防止火灾和爆炸事故的发生。 2. 对 RTO 设备进行严格的温度控制和监测,确保设备运行在安全范围内。 3. 定期对设备进行检查和维护,及时发现和排除安全隐患。 (二)中毒防护 1. 在操作和维护过程中,操作人员应佩戴防护用品,如防毒面具、手套等,防止中毒事故的发生。 2. 对废气进行检测和分析,确保废气中有毒有害物质的浓度在安全范围内。 3. 建立应急预案,在发生中毒事故时能够及时进行救援和处理。 **八、结论** 采用 RTO 设备处理化工废气,风量为 100000m³/h 的解决方案具有高效、节能、稳定、适应性强等优点。通过合理的工艺流程设计、设备选型和运行成本分析,能够为化工企业提供一套可靠的废气处理方案,实现废气的达标排放,保护环境,促进化工行业的可持续发展。